
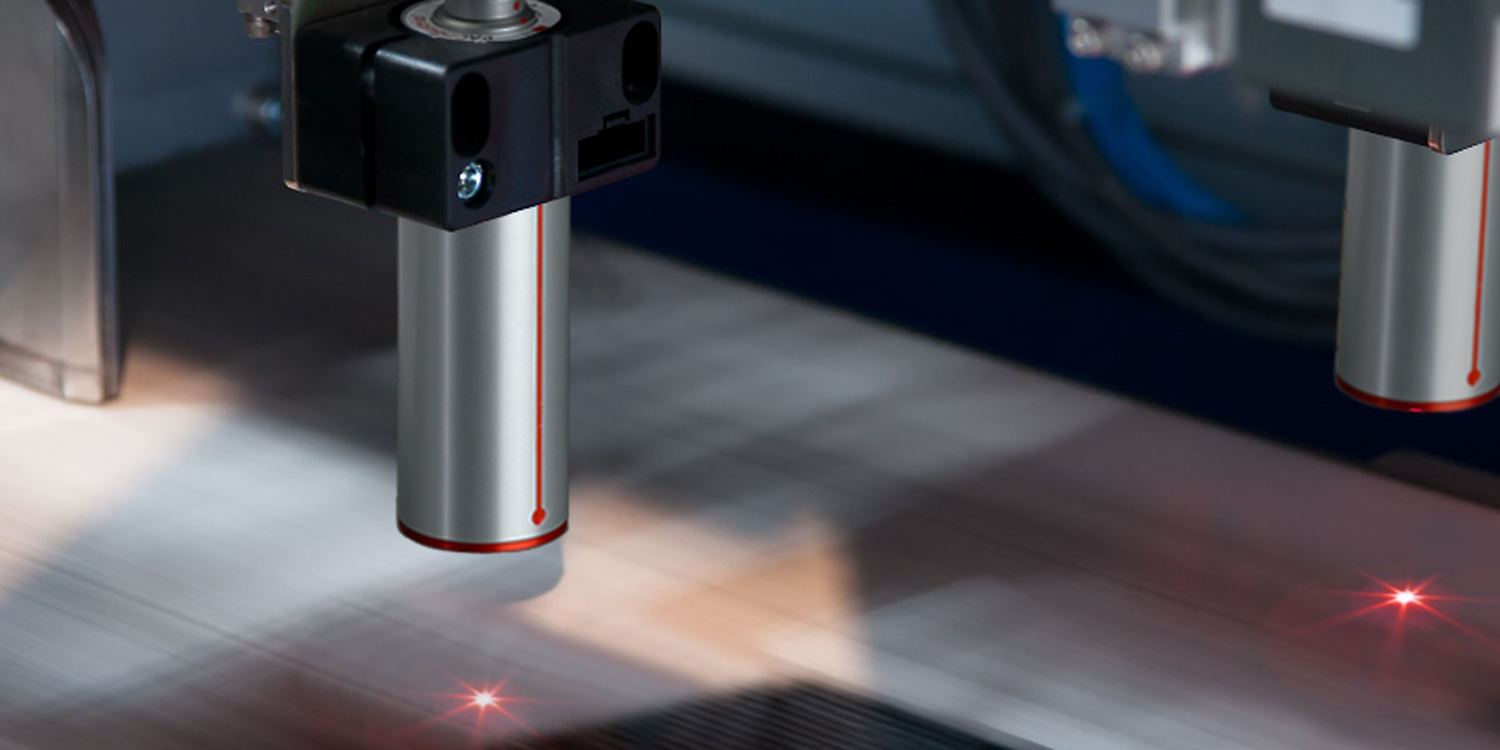
PaintChecker Tube
So leicht, dass er an jeden Roboterarm montiert werden kann.
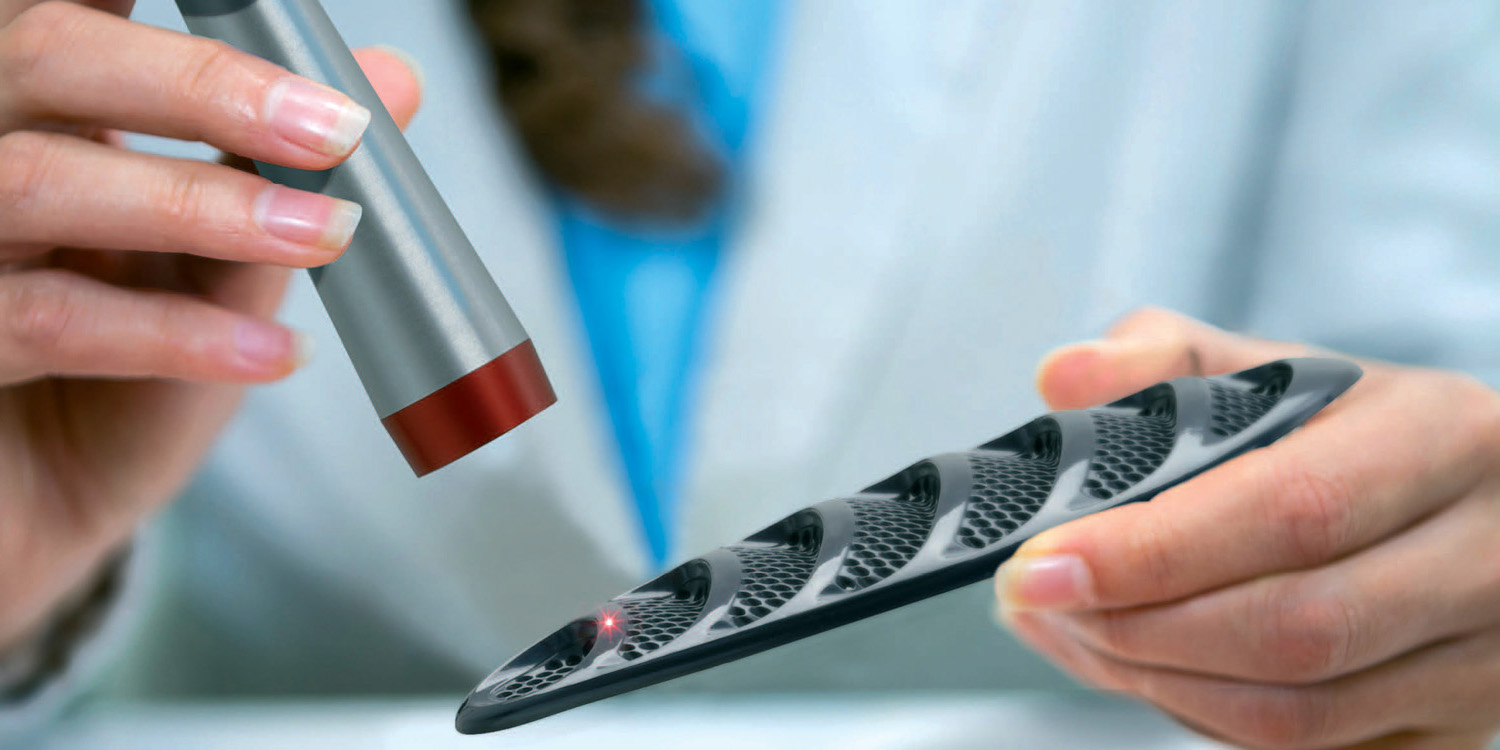
PaintChecker Pen
Der mobile Meister der Miniaturisierung – ideal für filigrane Kleinteile.

Unsere Experten
Von der passenden Systemwahl bis zur Kalibrierung bleibt keine Frage offen.

PaintChecker Gun
Der leichte Sensor erreicht auch schwer zugängliche Stellen.
PaintChecker Cube
Unser Miniatur-Sensor trumpft bei rauen Beschichtungen auf.
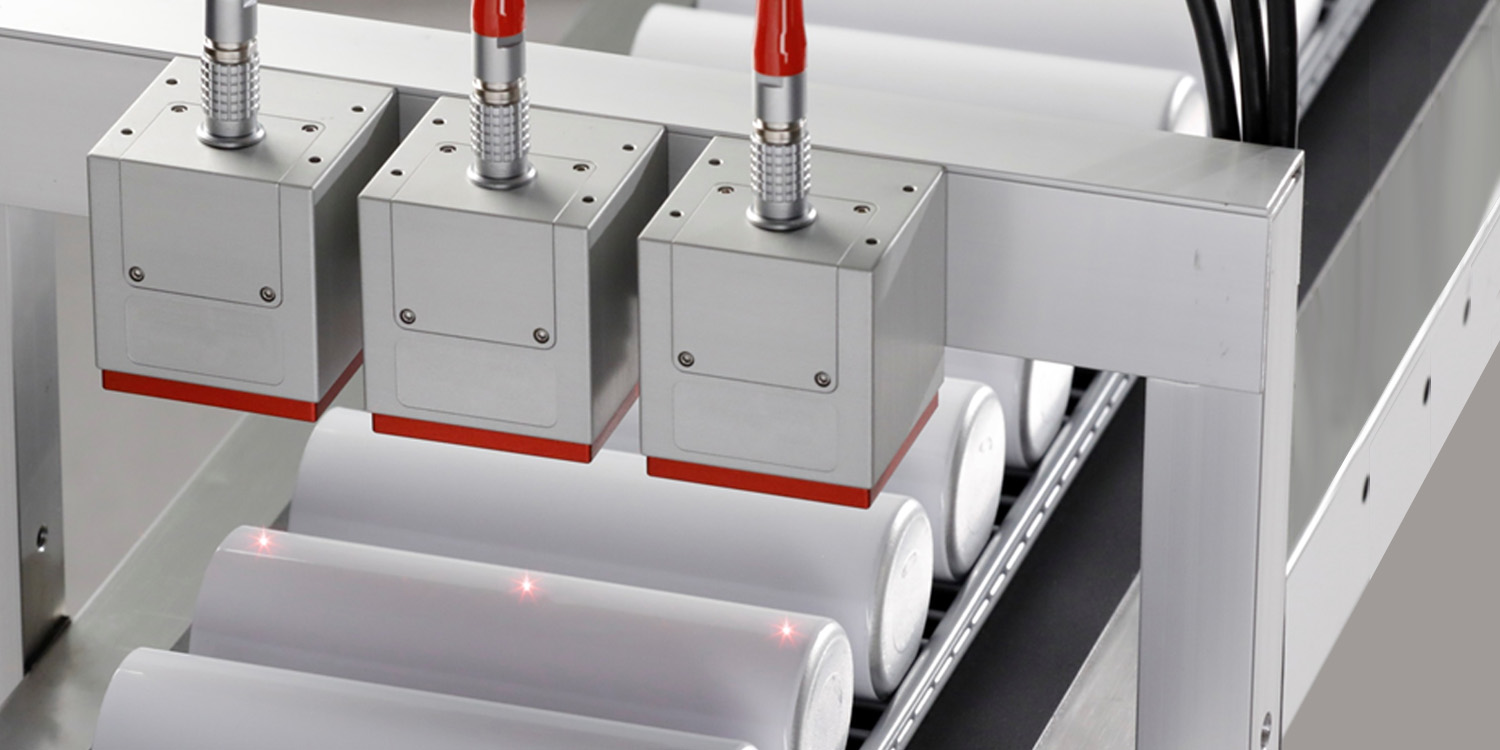
PaintChecker Cube
Die Quadratur der Miniatur. Passt in jede Anlage.

PaintChecker Tube-HP
Der winzige High-Power-Sensor mit extra viel „Wumms“.

PaintChecker Lab
Für den Dauereinsatz im Labor prädestiniert.
Maximale Miniaturisierung in der Schichtdickenmessung
OptiSense ist weltweit führender Anbieter von photothermischen Messsystemen für Schichtdicken auf verschiedensten Substraten. Unsere innovativen PaintChecker-Lösungen umfassen industrielle Prüfsysteme, mobile Messgeräte und zahlreiche zugehörige Dienstleistungen.
Und weil unsere PaintChecker-Sensoren bei uns inhouse entwickelt und gefertigt werden – also made in Germany sind –, können wir Ihnen auch für ausgefallenste Anwendungen perfekte Lösungen bieten.

Aller guten Dinge …
sind drei! Dass die besten Dinge meist im Dreierpack kommen, beweist unser OptiSense-Portfolio. Ob industrielle Prüfsysteme, mobile Messgeräte oder Dienstleistungen: unsere Lösungen meistern jede noch so anspruchsvolle Messaufgabe – garantiert.
Vortrag beim JOT-Lackier- und Pulvertreff 2025

Während sich die Eröffnungs-Session mit zwei spannenden Keynotes um Künstliche Intelligenz (KI) dreht, stehen abschließend Beschichtungsfehler und ihre Ursachen entlang der Prozesskette im Vordergrund. Weiteren Schwerpunkte sind Prozessoptimierung und Qualitätssicherung sowie nützliche Peripherie. Darüber hinaus wird in zwei parallelen Sessions für Nass- und Pulverlack u.a. die Messtechnik beleuchtet. Dr. Fabian Gaußmann aus dem OptiSense-Entwicklungsteam referiert beim JOT-Fachkongress in Mannheim am 22.10.2025 von 10.00-10.30 h über das neue Mini-Schichtdickenprüfsystem für Bohrungen, Rohre und Hohlteile.
Erfolgreiche USA-Reise von Jörg Mülleneisen mit Kundenbesuch und Vortrag auf der ACA Coating Tech in Pittsburgh

Jörg Mülleneisen, OptiSense Sales Manager und erfahrener Experte in der Schichtdickenmessung, besuchte während seiner zweiwöchige USA-Reise mehrere Kunden, um persönliche Gespräche zu führen und bestehende Partnerschaften zu stärken.
Vortrag auf der renommierten ACA Coating Tech Conference in Pittsburgh

Während der ACA Coating Tech Conference in Pittsburgh referierte OptiSense Sales Manager Jörg Mülleneisen über ein „Bahnbrechendes neues Schichtdickenmessverfahren für ausgedehnte Flächen und bewegte Bauteile“. Sein Vortrag wurde von Fachpublikum und Branchenexperten äußerst positiv aufgenommen. Mülleneisen präsentierte innovative Ansätze und technologische Fortschritte, die die Schichtdickenmessung revolutionieren könnten. Die Resonanz zeigte das große Interesse an neuen, effizienten Lösungen für die Qualitätskontrolle in der Beschichtungsindustrie.
Messestand auf der Detroit Autoshow mit Distribtor Rhopoint USA

Auf der Detroit DSCT Focus Show präsentierte OptiSense gemeinsam mit US-Distributor Rhopoint die neuesten Produkte und Dienstleistungen. Die Autoshow bot sowohl Gelegenheit für intensive Gespräche mit bestehenden Kunden als auch die Chance, neue Geschäftsbeziehungen aufzubauen. Jörg Mülleneisen konnte so nicht nur wertvolle Einblicke in den US-Markt vertiefen, sondern auch wichtige Kontakte knüpften und die internationale Zusammenarbeit weiter ausbauen.
Halterner Bürgermeister besucht OptiSense

Bürgermeister Andreas Stegemann besuchte unlängst den in Haltern am See ansässigen Hersteller für industrielle Schichtdickenmesssysteme OptiSense.
Nach einer spannenden Führung durch das Unternehmen erläuterte OptiSense-Geschäftsführer Dr. Jens Heymans den Produktionsprozess und präsentierte die wichtigsten Meilensteine in der über 25-jährigen Geschichte des Herstellers von industriellen Schichtdickenprüfsystemen.
OptiSense befindet sich auf Wachstumskurs und hat in den vergangen drei Jahren deutlich in den Standort investiert sowie neue Mitarbeiter eingestellt. Bürgermeister Stegemann zeigte sich beeindruckt von soviel Innovationskraft und Teamspirit des Halterner Unternehmens.
Bild: Bürgermeister Andreas Stegemann und OptiSense-Geschäftsführer Dr. Jens Heymans (links)
European Coating Show 2025 – OptiSense Coating Measurement Solutions

Auf der ECS 2025 präsentiert unser Distributor URAI eine Auswahl unseres vielfältigen Portfolios. Erleben Sie eine Kombination aus bewährten Lösungen und spannenden OptiSense-Neuheiten – vom wegweisenden, neuen Schichtdickenmessverfahren über hochmoderne Industriemesssysteme bis hin zu federleichten, berührungslosen Handgeräten ist für jeden Bedarf die passende Lösung dabei. Besuchen Sie unseren OptiSense-Distributor URAI in Halle 3C Stand 427.
European Coating Show 2025: Schichtdickenmessung made by OptiSense

Sie sind auf der Suche nach Neuheiten für Ihre Schichtdickenmessung? Ob Trocken-, Nass- oder Bewegtmessung: Auf der ECS stellt unser Distributor URAI die innovativen, berührungslosen OptiSense-Lösungen für mobile Handmessgeräte und industrielle Schichtdickenprüfsysteme vor. Zudem können Sie sich auf der ECS vom 25. bis 27. März 2025 in Nürnberg mit Branchenführern über Trends der Messtechnik sowie neue Technologien austauschen. Informieren Sie sich bei unserem OptiSense-Distributor URAI in Halle 3C Stand 427.
Karneval, Fastnacht, Fasching und Fasnet
Offiziell ist die Karnevalszeit schon seit dem 11.11. in vollem Gange, doch so richtig geht es erst los, wenn an Weiberfastnacht der Straßenkarneval eröffnet wird. Die Liste der närrisch-heiteren Begrüßung wie Alaaf, Helau, No Harro, Rabu, Alleh Hopp oder Hei-Jo Hei-Jo ist lang: Aber wussten Sie, dass die Vielfalt der deutschen Karnevalsgrüße fast ebenso groß ist wie die Auswahl unserer photothermischen Prüfsensoren? Doch das nur nebenbei.
Wir von OptiSense-Team wünschen allen Faschingsfreunden viel Spaß in der 5 Jahreszeit!
DSCT Focus Show am 1. Mai 2025 in Detroit

Seit fast 50 Jahren treffen sich Beschichtungsexperten auf der DSCT Focus Show in Detroit (USA), um die Chancen und Herausforderungen in der Lackindustrie zu diskutieren. OptiSense präsentiert gemeinsam mit dem US-amerikanischen Distributor Rhopoint Inc. auf dem Fachforum am Donnerstag, 1. Mai 2025 ein neues Messverfahren zur Schichtdickenprüfung: Das neu entwickelte photothermische Prüfverfahren erlaubt es, endlos lange Flächen und bewegte Objekte zu prüfen, ohne dabei mit den Bauteilen mitfahren zu müssen.
Nutzen Sie das führende Forum, um Ihr Netzwerk zu erweitern, Ideen auszutauschen und zu erfahren, was welche Möglichkeiten der Qualitätskontrolle das neue OptiSense-Prüfverfahren für Sie eröffnet.